Ductless fume cupboards provide cost benefits over ducted systems by eliminating the need for ductwork changes in the laboratory as well as utility savings; however they are limited in the types of chemicals and the quantities of those chemicals that they can handle. The purpose of this application guide is to provide information as to the proper use of the ductless fume cupboard.
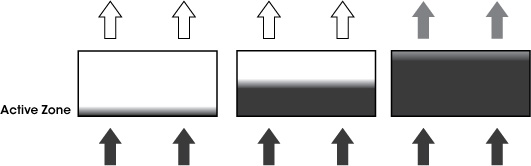
Adsorption takes place in a filter bed in what is known as the active filter zone (represented above as dark saturated area). As the filter is used this active zone progressively moves up the filter bed until it approaches the top surface of the filter. At this point there is an initial breakthrough by the contaminant vapor(s), and thereafter the percentage of contaminant gas that escapes filtration increases.